5 – finishing, 6 mac h ining p a ra met e rs – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 594
594
7.
6 Mac
h
ining P
a
ra
met
e
rs
5 – Finishing
Finishing – Tool standards
TURN PLUS uses the tool angle and point angle to select the tools
according to machining location and main machining direction (MMD).
Furthermore:
Finishing cycles are primarily executed with standard finishing tools.
If form elements such as recesses (type FD) and undercuts (type E,
F, G) cannot be machined with a standard finishing tool, one form
element after the other is skipped. TURN PLUS starts a renewed
attempt to machine the remaining contour with the standard tool.
Subsequently, the skipped form elements are machined individually
with a suitable finishing tool.
Cutting depth reduction factor [SRF]
For rough-machining with tools machining opposite to the main
machining direction, the infeed value (cutting depth) is
reduced.
Infeed (P) for roughing cycles (G810, G820):
P = ZT * SRF
(ZT: Infeed value from technology database)
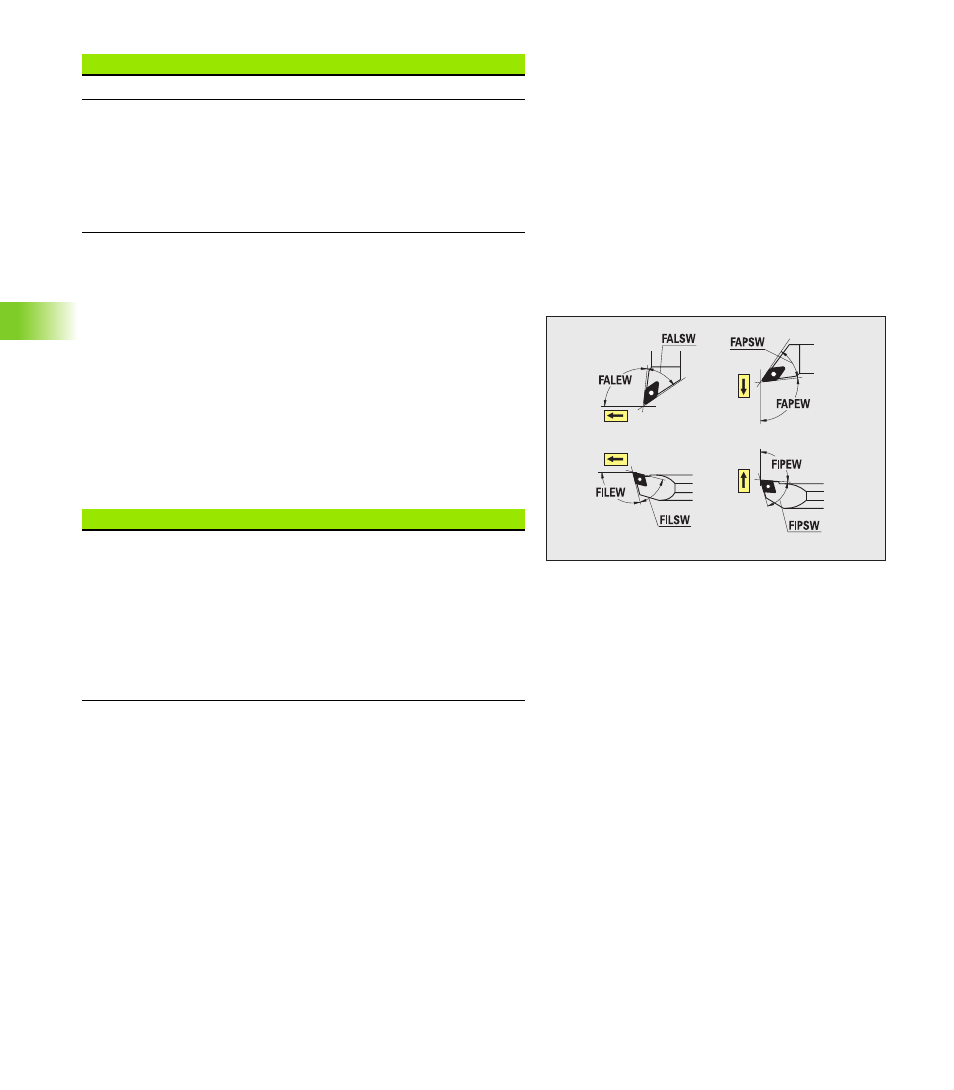
Fixed cycles
Tool standards
Tool angle – external/longitudinal [FALEW]
Point angle – external/longitudinal [FALSW]
Tool angle – external/transverse [FAPEW]
Point angle – external/transverse [FAPSW]
Tool angle – internal/longitudinal [FILEW]
Point angle – internal/longitudinal [FILSW]
Tool angle – internal/transverse [FIPEW]
Point angle – internal/transverse [FIPSW]