Hollowing, 1 8 mac h ining inf o rm ation – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 554
554
6.1
8
Mac
h
ining Inf
o
rm
ation
Coolant: Depending on the workpiece material, cutting material and
machining operation, define in the technology database whether
coolant is used.
If you have specified that coolant is to be used, the AWG activates the
coolant circulation for the respective machining block. If high-pressure
coolant circulation is used, the AWG generates a corresponding M
function.
The IWG controls coolant circulation in the same way as the AWG.
Alternatively, you can define coolant circulation and pressure stage for
the current machining block in the cutting data.
If you are using a “fixed” turret assignment, define the coolant
circulation and the “High pressure/Normal pressure” setting
separately for each tool. The AWG activates the respective coolant
circulations as soon as the tool is used.
Hollowing
If hollowing precedes recess-turning or contour-recessing in the
machining sequence, recess areas (undefined recesses) are machined
with roughing tools. Otherwise, the AWG machines the respective
contour areas using recessing tools. TURN PLUS uses the “inward
copying angle EKW” (machining parameter 1) to distinguish recesses
from relief turns.
If more than one tool is required for the hollowing operation, TURN
PLUS pre-machines the area with the first tool and removes the
residual material with a tool machining in the opposite direction.
Contour machining (finishing): The AWG finish-machines hollowed
recesses using the same strategy as for the roughing operation.
Depending on the contour and the available tools, the machining
operation is executed as follows:
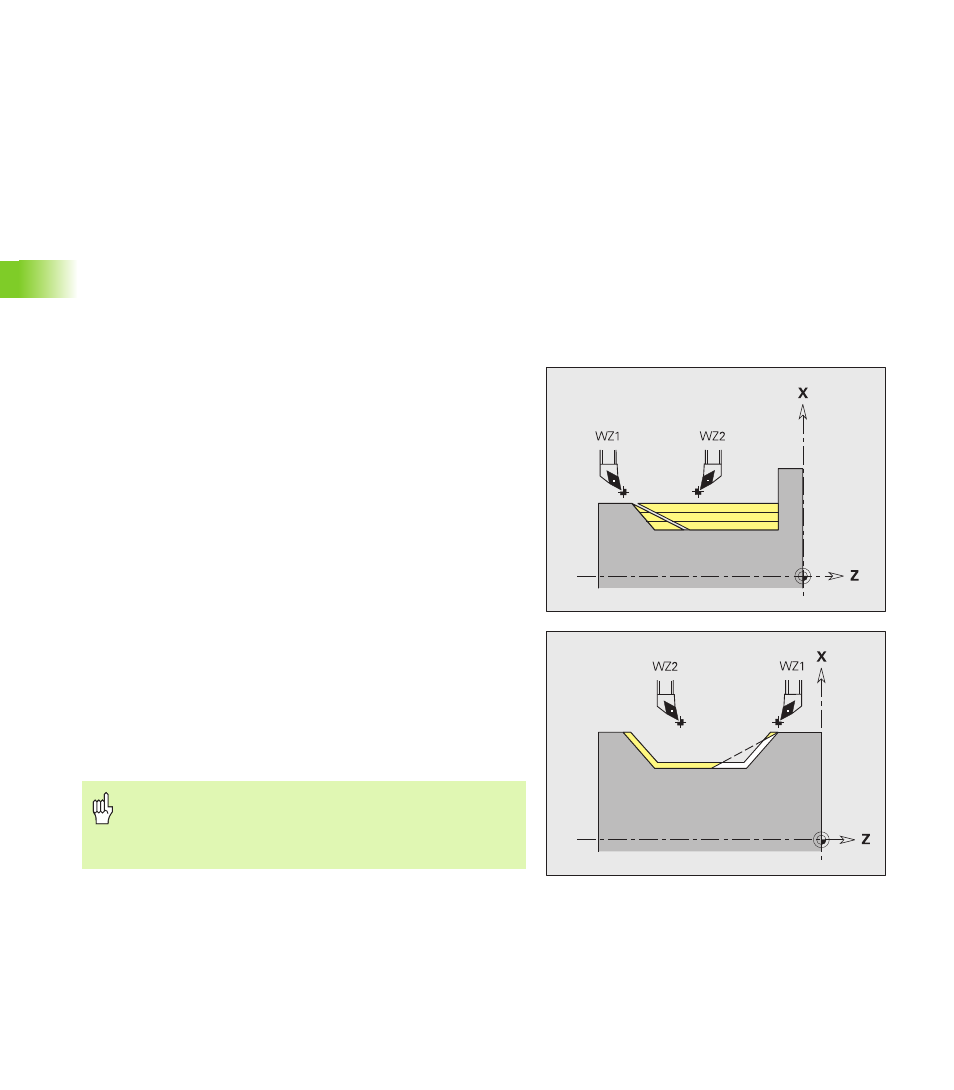
Complete hollowing with one tool. If more than one tool is available,
the tool with standard machining direction is used.
If the final contour element of the area to be hollowed is a
transverse element, the tool first cuts towards the transverse
element (see figure).
If the two tools have different clearance angles, the tool with the
larger clearance angle is used first.
If both tools have the same clearance angle, machining starts from
the side with the smallest “inward copying angle.”
Danger of collision!
During hollowing operations on the inside of contours, the
plunging depth of the tool is not checked. Select suitable
tools.