Thread (general) g37-geo, 7 cont our f o rm elements – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 160
160
4.7 Cont
our F
o
rm
Elements
Thread (general) G37-Geo
G37 defines the different types of thread. Multi-start threads and
concatenated threads are possible. Threads are concatenated by
programming several G01/G34 blocks after each other.
Parameters
Q
Type of thread (default: 1)
Q=1: Metric ISO fine-pitch thread (DIN 13 Part 2, Series 1)
Q=2: Metric ISO thread (DIN 13 Part 1, Series 1)
Q=3: Metric ISO tapered thread (DIN 158)
Q=4: Metric ISO tapered fine-pitch thread (DIN 158)
Q=5: Metric ISO trapezoid thread (DIN 103 Part 2, Series 1)
Q=6: Flat metric trapezoid thread (DIN 380 Part 2, Series 1)
Q=7: Metric buttress thread (DIN 513 Part 2, Series 1)
Q=8: Cylindrical round thread (DIN 405 Part 1, Series 1)
Q=9: Cylindrical Whitworth thread (DIN 11)
Q=10: Tapered Whitworth thread (DIN 2999)
Q=11: Whitworth pipe thread (DIN 259)
Q=12: Nonstandard thread
Q=13: UNC US coarse thread
Q=14: UNF US fine-pitch thread
Q=15: UNEF US extra-fine-pitch thread
Q=16: NPT US taper pipe thread
Q=17: NPTF US taper dryseal pipe thread
Q=18: NPSC US cylindrical pipe thread with lubricant
Q=19: NPFS US cylindrical pipe thread without lubricant
F
Thread pitch
Required for Q=1, 3 to 7, 12.
For other thread types, F is calculated from the diameter if it
was not programmed.
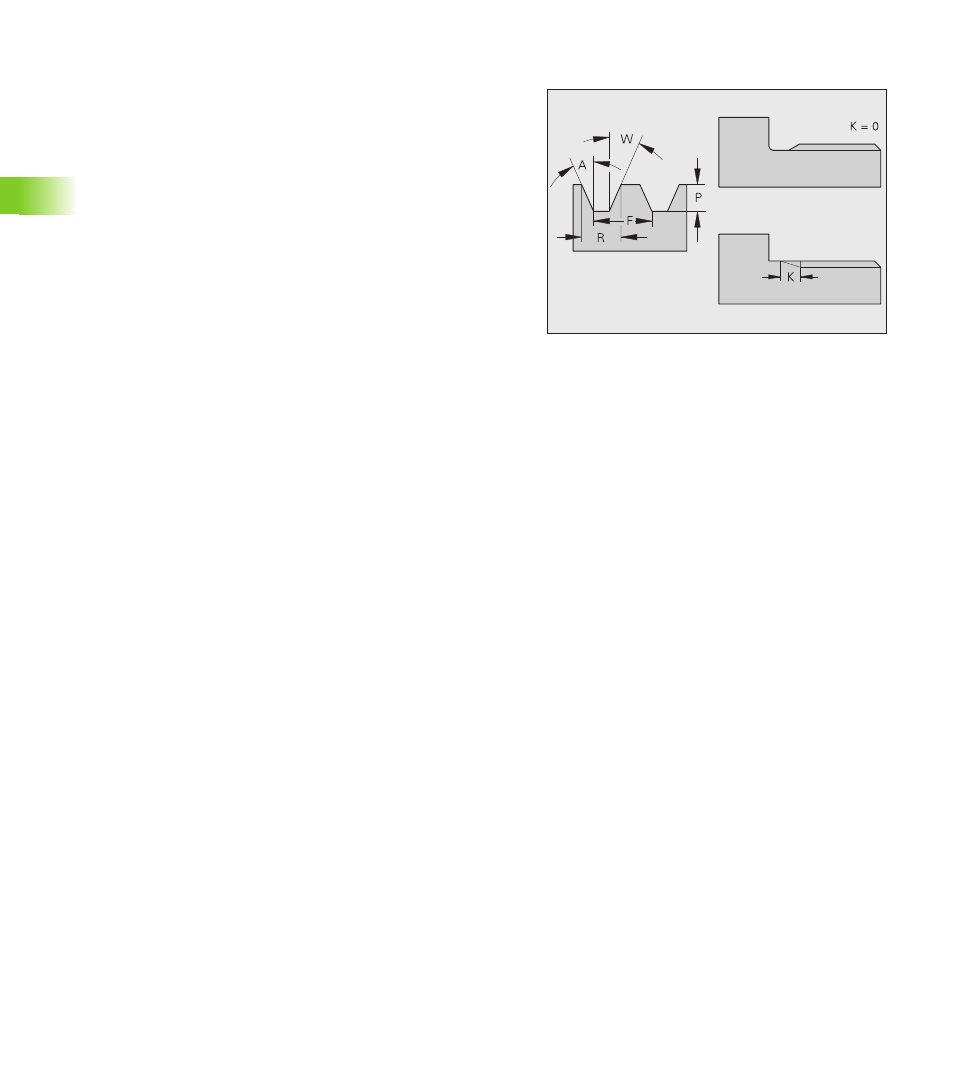
P
Thread depth—enter only for Q=12
K
Run-out length for threads without undercut (default: 0)
D
Reference point (default: 0)
D=0: Runout of thread at the end of the reference element
D=1: Runout of thread at the beginning of the reference
element
H
Number of thread turns (default: 1)
A
Edge angle at left—enter only for Q=12
W
Edge angle at right—enter only for Q=12
R
Thread width—enter only for Q=12
E
Variable pitch (default: 0)
Increase/decrease the pitch per revolution by E.