Recess turning radial/axial (g869) – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 510
510
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
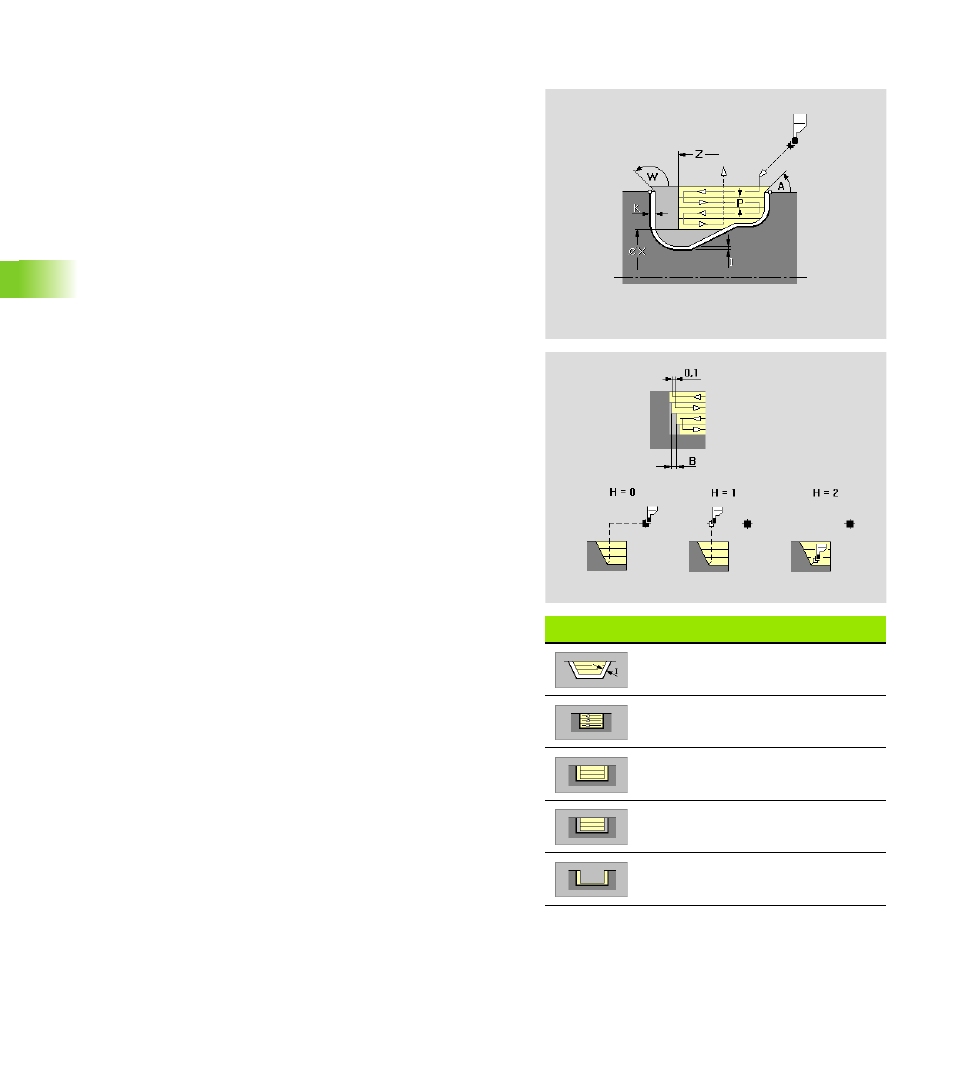
Recess turning radial/axial (G869)
The IWG generates the cycle G869 for the selected contour area
(machining with alternating recessing and roughing passes).
The parameters for radial and axial recess turning are identical, except
for the reference axis of the approach and departure angles. For axial
recess turning: see “Recess turning axial (G869)” on page 511
“Recess turning” soft keys
Longitudinal/constant oversize
Unidirectional/Bidirectional
Precutting and finishing
Precutting
Finishing
Parameters
P
Maximum cutting depth
R
Depth compensation
Depending on factors such as workpiece material or feed rate,
the tool tip is displaced during a turning operation. You can
correct this infeed error with the “turning depth compensation
factor.” The compensation is usually determined empirically.
B
Offset width
After the second infeed movement, during the transition from
turning to recessing, the path to be machined is reduced by the
“offset width.” Each time the system switches from turning to
recessing on this side, the path is reduced by “B,” in addition
to the previous offset. After precutting, the remaining material
is removed with a single cut.
A
Approach angle (default: opposite to recessing direction)
Radial: Reference axis Z
Axial: Reference axis X
W
Departure angle (default: opposite to recessing direction)
Radial: Reference axis Z
Axial: Reference axis X
X
Cutting limit
Z
Cutting limit
I
Depending on the soft-key setting:
Longitudinal oversize
Constant oversize (generates “Oversize G58” before the
cycle)
K
Transverse oversize
S
(Unidirectional/)Bidirectional precutting (setting by soft key)
Yes (S=0): Bidirectional
No (S=1): Unidirectional in the direction specified by the
machining range selection
O
Recessing feed rate (default: active feed rate)
E
Finishing feed rate (default: active feed rate)