HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 514
514
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
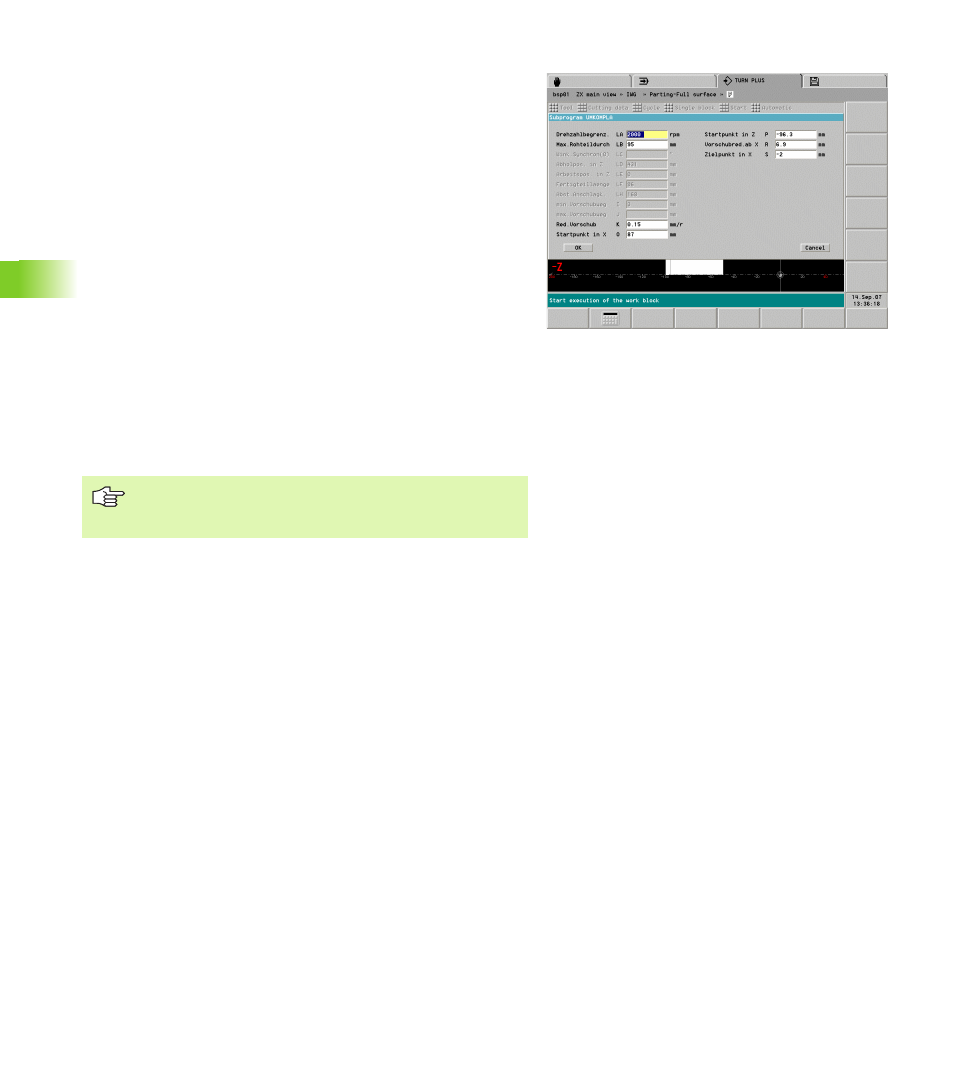
Expert program “UMKOMPLA”
The expert program entered in SP-UMKOMPLA (machining parameter
21) parts the workpiece and transfers it to the opposing spindle.
TURN PLUS entered the calculated parameters as proposed values.
Check, edit or enter the values.
Parameters (example)
LA
Spindle speed limitation for the parting process
LB
Maximum diameter of workpiece blank (proposed value: from
the tool description)
K
Reduced feed rate for the parting process
0: No feed rate reduction
>0: (Reduced) feed rate
O
Start point in X for the parting process (proposed value: from
the tool description)
P
Start point in Z for the parting process (proposed value:
vertical element from the “selection”)
R
Feed rate reduction in X. From this position onwards, the tool
is traversed at the reduced feed rate.
S
Target position in X. End point of the parting process.
Expert programs are provided by the machine tool builder.
Refer to the machine manual for the meanings of the
parameters and the sequence of the program.