27 milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 277
HEIDENHAIN CNC PILOT 4290
277
4.27 Milling Cy
cles
Cycle run
1
Starting position (X, Z, C) is the position before the cycle begins.
2
Calculates the number of cutting passes (infeeds to the milling
planes, infeeds in the milling depths).
3
Moves to the safety clearance and feeds to the first milling
depth.
4
Mills a plane.
5
Retracts by the safety clearance, returns and cuts to the next
milling depth.
6
Repeat steps 4 and 5 until the complete surface is milled.
7
Returns to retraction plane J.
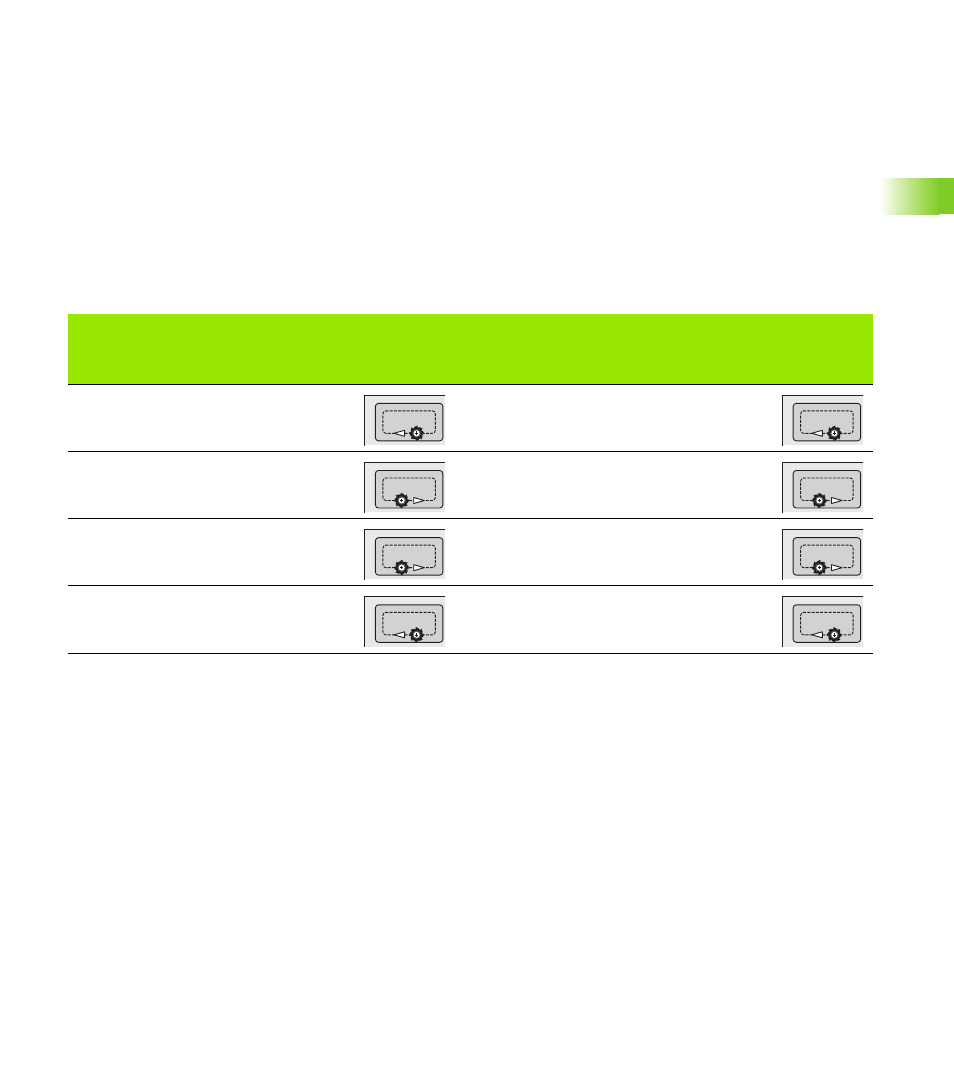
Pocket milling, finishing G846
Cutting direction
Direction of tool
rotation
Execution
Cutting direction
Direction of tool
rotation
Execution
Up-cut milling
(H=0)
Mx03
Up-cut milling
(H=0)
Mx03
Up-cut milling
(H=0)
Mx04
Up-cut milling
(H=0)
Mx04
Climb milling (H=1)
Mx03
Climb milling (H=1)
Mx03
Climb milling (H=1)
Mx04
Climb milling (H=1)
Mx04