13 pr epar ing a mac h ining pr ocess – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 487
HEIDENHAIN CNC PILOT 4290
487
6.13 Pr
epar
ing a Mac
h
ining Pr
ocess
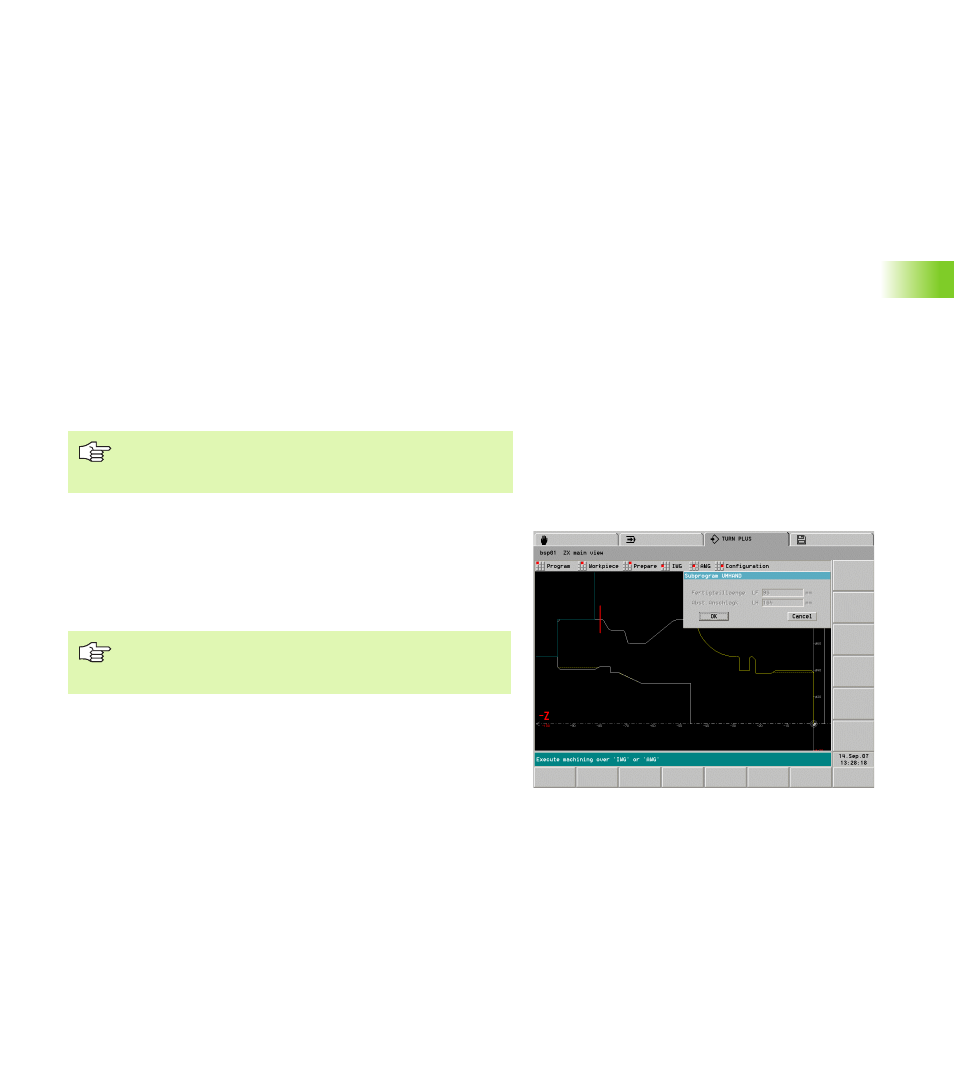
Expert program “UMHAND”
The expert program entered in SP-UMHAND (machining parameter
21) supports the manual rechucking of the workpiece for machining
the rear face on machines with one spindle.
TURN PLUS enters the calculated parameters for your information.
Check the entries.
Rechuck – Full-surface machining back to 1st setup
If you wish to correct or optimize the contour or machining process
after the 2nd setup has been generated, you can return to the starting
point of your machining process:
U
Select “Prepare > Chucking > Rechuck > Full-surface machining
back to 1st setup.” TURN PLUS deletes the work blocks of the
second setup.
LD
Pick-up position in Z
0: Pick-up position at machine dimension 1
1 to 6: Pick-up position at machine dimension 1 to 6
¼ 0 to 6: Pick-up position. TURN PLUS calculates a default
value.
LE
Working position in Z (proposed value: zero point offset of Z
axis $1)
I
Minimum feed path
No traverse to fixed stop: Safety clearance on the workpiece
to be transferred (proposed value: “Safety clearance on
blank part” from machining parameter 2).
With traverse to fixed stop: Refer to the machine manual
J
Maximum feed path and traverse to fixed stop
No input: No traverse to fixed stop
Traverse to fixed stop. For the meaning of the parameter
refer to the machine manual.
Expert programs are provided by the machine tool builder.
Refer to the machine manual for the meanings of the
parameters and the sequence of the program.
Parameters (example)
Expert programs are provided by the machine tool builder.
Refer to the machine manual for the meanings of the
parameters and the sequence of the program.