13 pr epar ing a mac h ining pr ocess – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 488
488
6.13 Pr
epar
ing a Mac
h
ining Pr
ocess
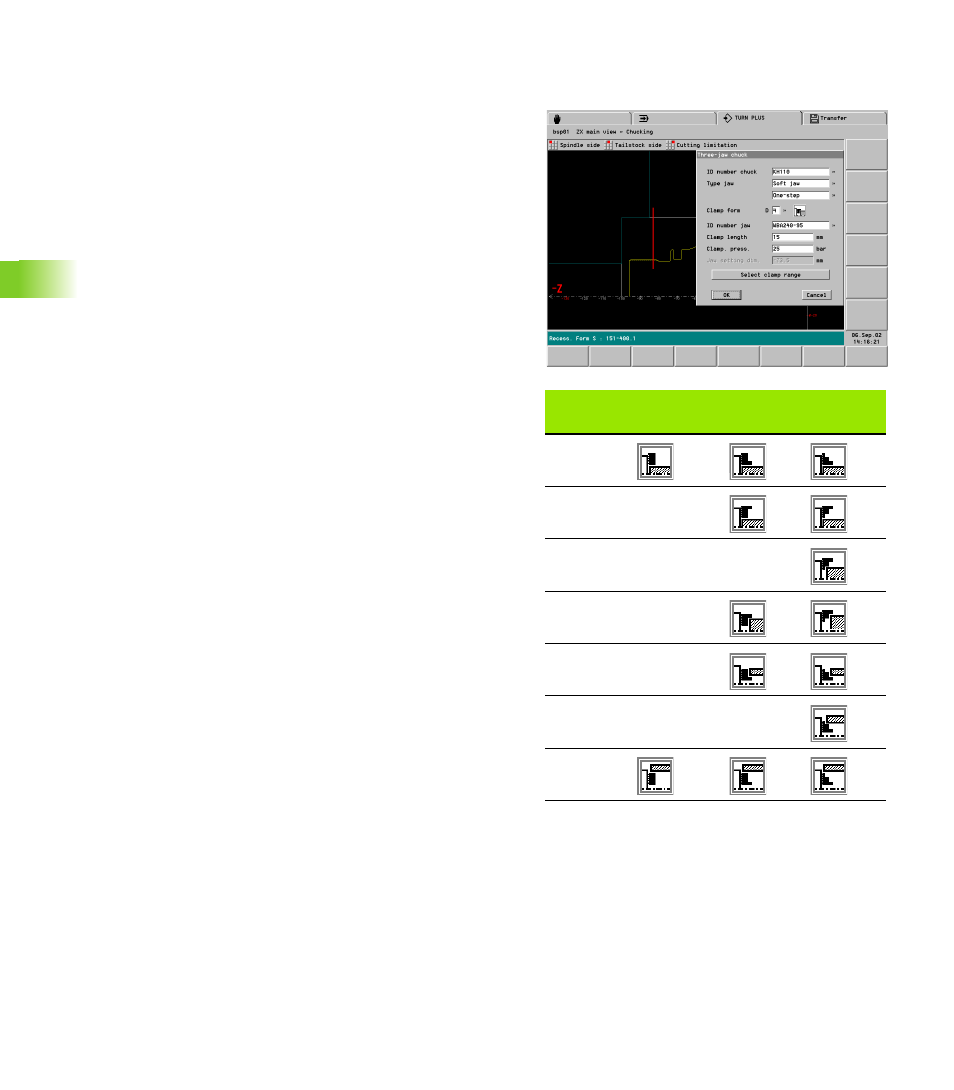
Parameters for two-jaw, three-jaw or four-jaw
chucks
Clamping
form
Unstepped
One-step
Two-step
D=1
D=2
D=3
D=4
D=5
D=6
D=7
Parameters
ID number chuck
Jaw type and steps
Clamp form (see table below)
ID number jaw
Clamp length
TURN PLUS calculates the clamp length from the jaw and the clamp
form. Correct this value if the clamping length is different.
Clamping pressure
The entry is transferred to the program head. TURN PLUS does not
evaluate this parameter.
Jaw setting dimension (this entry is for your information)
Distance between outer edge of chuck and outer edge of jaw.
Negative dimension: The jaw protrudes from the chuck
“Select clamp range” button
Define the placement of the chucking equipment:
For contours with chamfers, rounding arcs or arc elements, mark
the area around the chuck corner.
For rectangular parts, mark an adjoining element of the chuck
corner.