5 a u to matic mode – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 86
86
3.5 A
u
to
matic Mode
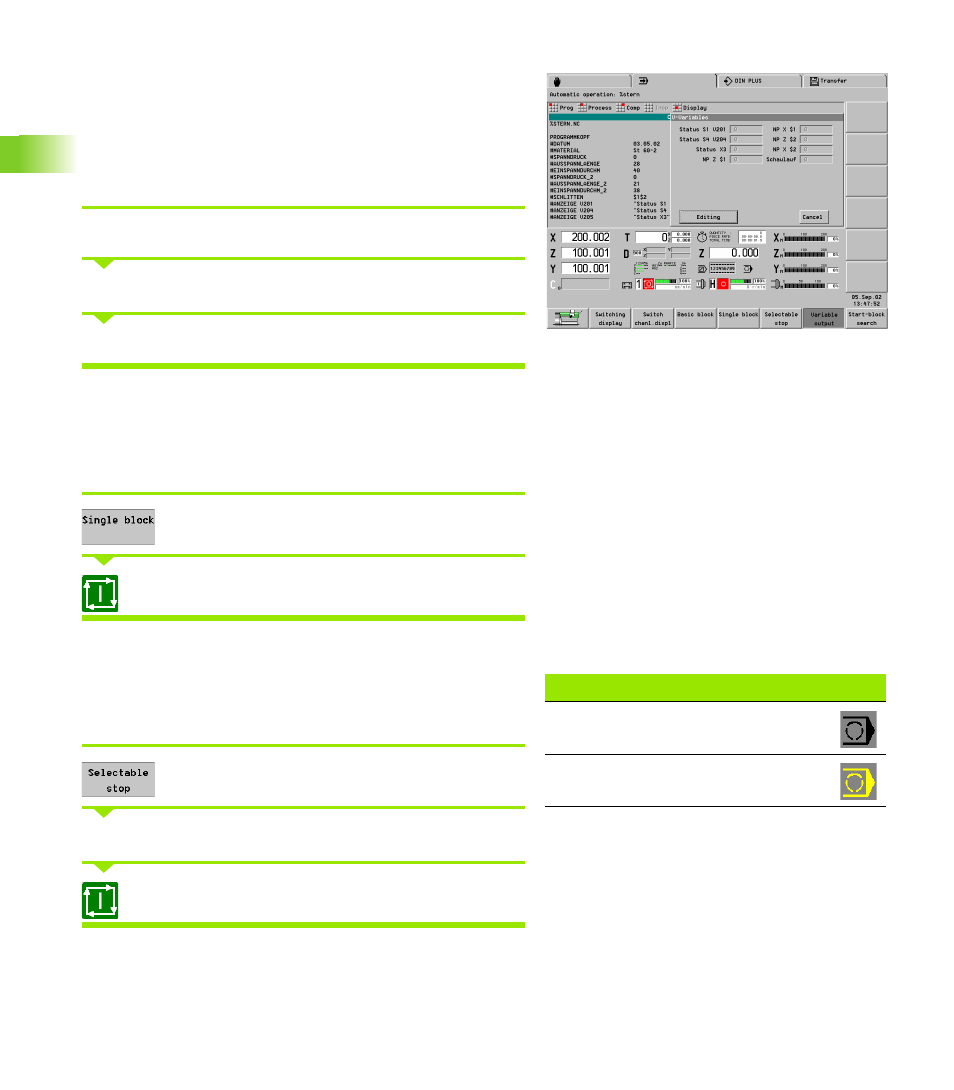
V variables
Working with V variables:
The “V variables” dialog box serves for input and display of
variables.
V variables are defined at the beginning of the NC program. The
meaning is specified in the NC program.
To check or enter a V variable:
Select “Process > V variables”
The CNC PILOT displays the defined variables in the NC program.
Change the variable: Press the Edit button
Single-block mode
In single-block mode, only one NC command (basic block) is executed
at a time. The CNC PILOT then stops the cycle.
Set single-block mode
Activate "Single step" mode.
Cycle Start runs the next NC command
Selectable stop
If the selectable stop is active, the CNC PILOT stops with M01 and
goes into the feed stop condition.
Program run with selectable stop
Activate selectable stop
The CNC PILOT goes with an M01 into the feed stop condition.
Cycle start resumes the program run
Status of selectable stop
Selectable stop off
Selectable stop on