Machining attributes – threading, 12 assigning at tr ibut es – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 474
474
6.12 Assigning At
tr
ibut
es
Machining attributes – Threading
The machining attribute defines the details of a thread cutting
operation.
Assign the “Threading” machining attribute:
U
Select “Attribute > Machining attribute > Threading” in the finished
part menu.
U
Select the thread. TURN PLUS opens the “Threading” dialog box.
U
Enter the thread parameters.
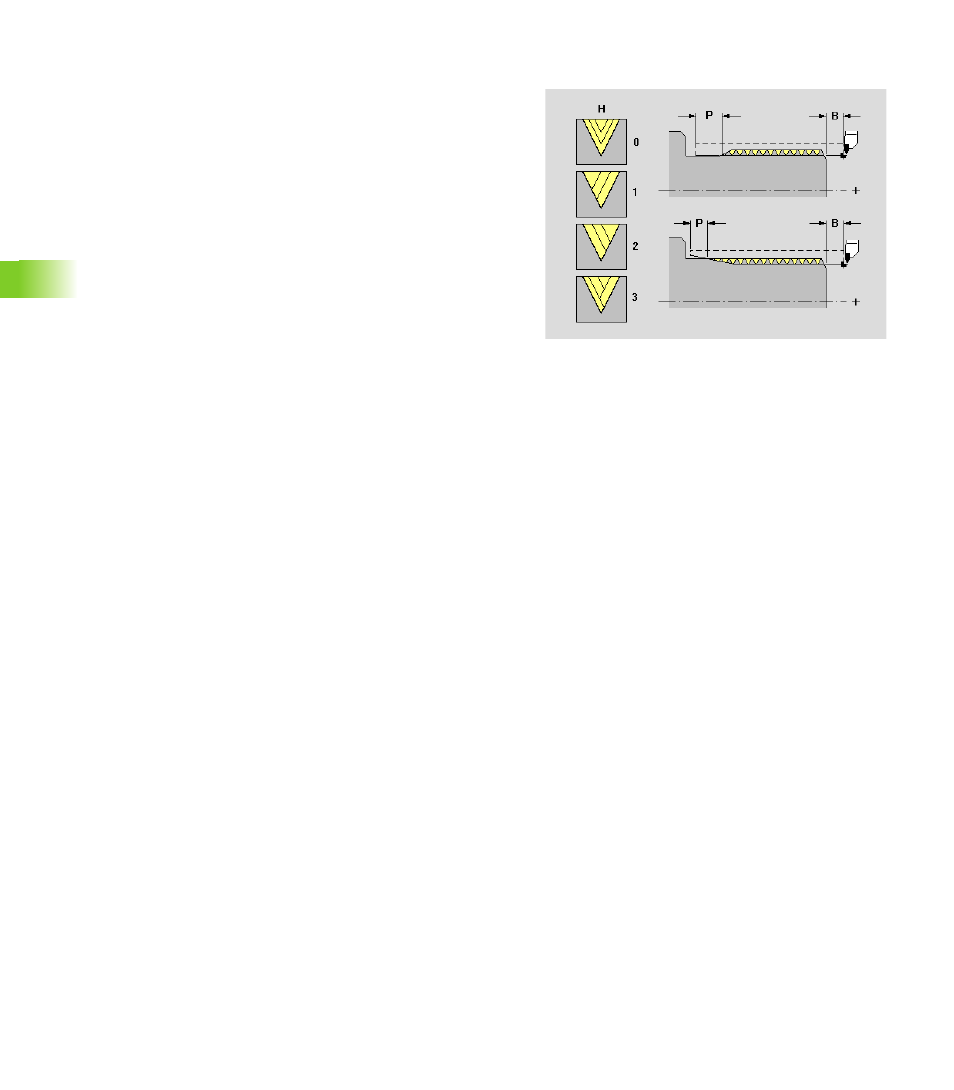
Parameters
B
Starting length
No input: The CNC PILOT automatically determines the
length from adjacent undercuts or recesses.
No input, no undercut/recess: The CNC PILOT uses the
thread starting length from machining parameter 7.
P
Overrun length
No input: The CNC PILOT automatically determines the
length from adjacent undercuts or recesses.
No input, no undercut/recess: The CNC PILOT uses the
thread run-out length from machining parameter 7.
C
Starting angle, if the beginning of the thread is defined with
respect to rotationally nonsymmetrical contour elements
I
Maximum infeed
V
Type of infeed
V=0: Constant cross section for all cuts
V=1: Constant infeed
V=2 (distribution of remaining cuts): If the division thread
depth/infeed provides a remainder, the first infeed is
reduced. The last cut is divided into four partial cuts: 1/2, 1/4,
1/8 and 1/8
V=3 (EPL method): Infeed is calculated from the pitch and
spindle speed
H
Type of offset used for the individual infeeds for smoothing the
thread sides
H=0: Without offset
H=1: Offset from left
H=2: Offset from right
H=3: Tool is offset alternately from the right and left
Q
Number of air cuts after the last cut (for reducing the cutting
pressure in the thread base)