17 oversizes, Switch off oversize g50, Axis-parallel oversize g57 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 204
204
4.1
7
Ov
ersiz
e
s
4.17 Oversizes
Switch off oversize G50
G50 switches off oversizes defined with G52/G39 Geo for the
following cycle. Program G50 before the cycle.
To ensure compatibility the G52 code is also supported for switching
off the oversizes. HEIDENHAIN recommends using G50 for new NC
programs.
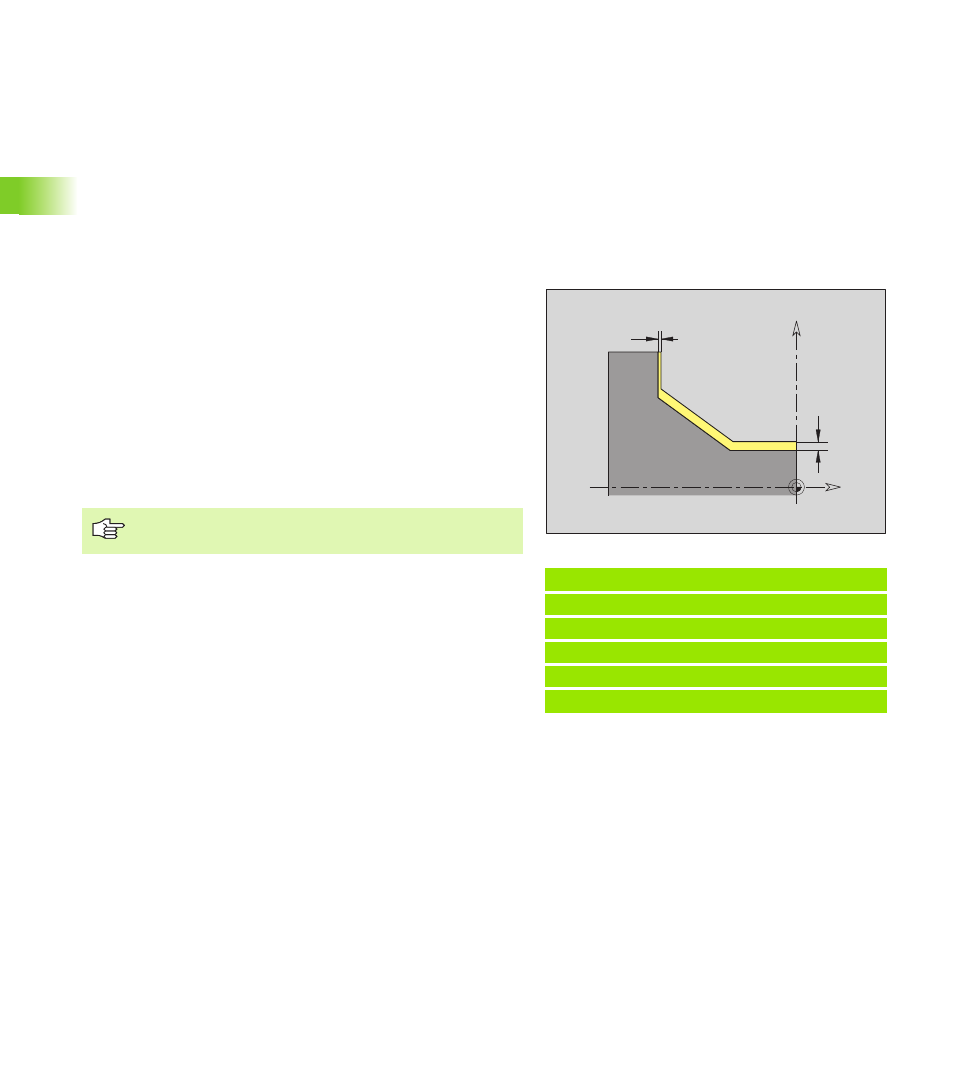
Axis-parallel oversize G57
G57 defines different oversizes for X and Z. Program G57 before the
cycle call.
G57 is effective in the following cycles. After cycle run, the oversizes
are
Deleted: G810, G820, G830, G835, G860, G869, G890
Not deleted: G81, G82, G83
Example: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5
[paraxial oversize]
N4 G810 NS7 NE12 P5
. . .
X
Z
Ø
Z
X
Parameters
X
Oversize X (diameter value) – only positive values
Z
Oversize Z – only positive values
If the oversizes are programmed with G57 and in the
cycle itself, the cycle oversizes apply.