Recessing g860, 20 cont our -based t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 222
222
4.20 Cont
our
-Based T
u
rn
ing Cy
cles
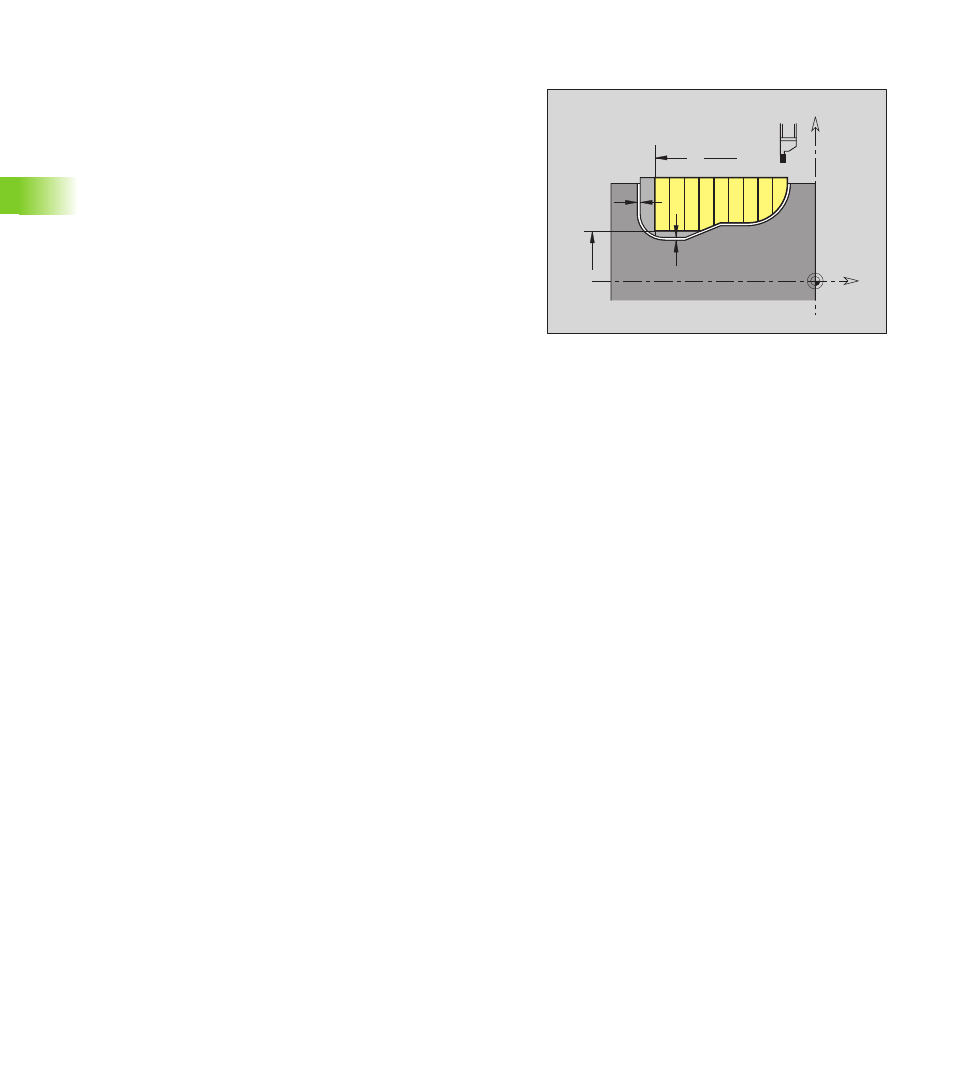
Recessing G860
G860 machines the contouring area axially/radially from NS to NE as
defined by NS, NE. The contour to be machined can contain various
valleys. If required, the area to be machined is divided into several
sections (example: with contour valleys).
The CNC PILOT uses the tool definition to distinguish between
external and internal machining, or between radial and axial recesses.
Z
K
X
Z
I
Ø
X
Ø
Parameters
NS
Start block number
Beginning of the contour section, or
Reference to a G22/G23 Geo recess
NE
End block number (end of contour section)
NE not programmed: The contour element NS is machined
in the direction of contour definition.
NS=NE programmed: The contour element NS is machined
opposite to the direction of contour definition.
NE is inapplicable if the contour is defined by G22/G23-Geo
I
Oversize in X direction (diameter value) – (default: 0)
K
Oversize in Z direction (default: 0)
Q
Action (default: 0)
Q=0: Roughing and finishing
Q=1: Only roughing
Q=2: Only finishing
X
Cutting limit in X direction (diameter value) – (default: no
cutting limit)
Z
Cutting limit in Z direction (default: no cutting limit)
V
Identifier beginning/end (default: 0)
A chamfer/rounding arc is machined:
V=0: At start and end
V=1: At start
V=2: At end
V=3: No machining
E
Finishing feed rate (default: active feed rate)
H
Type of retraction at cycle end (default: 0)
H=0: Return to starting point
Axial recess: First Z, then X direction
Radial recess: First X, then Z direction
H=1: Positions in front of the finished contour
H=2: Retracts to safety clearance and stops