Simple thread cycle g32, 22 thr e ad cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 242
242
4.22 Thr
e
ad Cy
cles
Simple thread cycle G32
G32 cuts a simple thread in any desired direction and position
(longitudinal, tapered or transverse thread; internal or external thread).
Cycle run
1
Calculates the number of cutting passes.
2
Returns diagonally to the internal starting point at rapid traverse.
This point lies in front of the “starting point of thread” by the run-
in length B. With H=1 (or 2, 3) the current offset is taken into
account for calculating the internal starting point.
The internal starting point is calculated on the basis of the tool
tip.
3
Accelerates to feed rate (line B).
4
Executes a thread cut.
5
Decelerates (line P).
6
Retracts to safety clearance, returns at rapid traverse, and
approaches for next pass. For multiple threads, the same rate of
cut is used for each thread turn, before the next infeed motion is
executed.
7
Repeats 3 to 6 until the complete thread has been cut.
8
Executes air cuts.
9
Returns to internal starting point.
Example: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2
[thread]
. . .
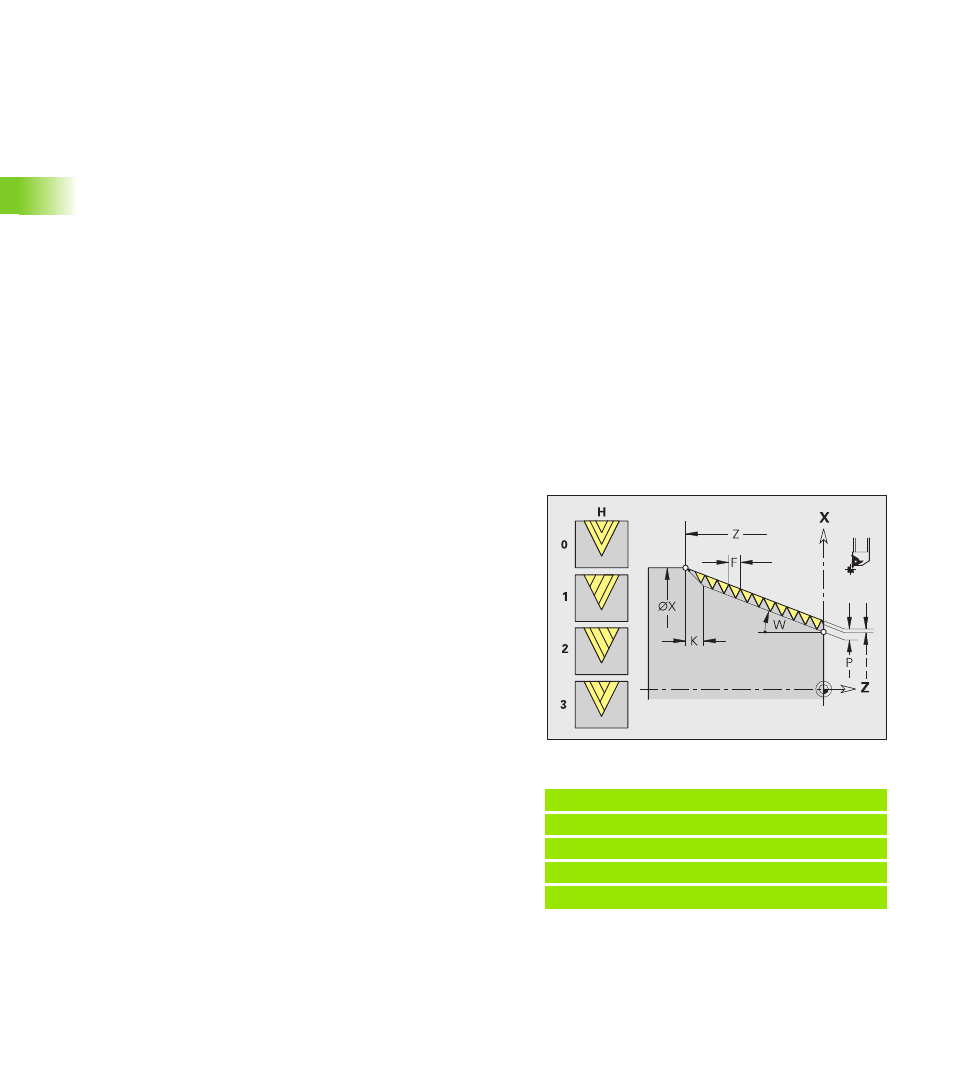
Parameters
X
End point of thread (diameter)
Z
End point of thread
F
Thread pitch
P
Thread depth
I
Maximum cutting depth
B
Remainder cuts (default: 0)
B=0: The last cut is divided into four partial cuts: 1/2, 1/4, 1/
8 and 1/8.
B=1: Without distribution of remaining cut
Q
Number of no-load (air) cuts after the last cut (for reducing the
cutting pressure in the thread base)—(default: 0)
K
Run-out length at thread end point (default: 0)
W
Taper angle (–45° < W < 45°)—(default: 0)
Position of the taper thread with respect to longitudinal or
transverse axis:
W>0: Rising contour (in machining direction)
W<0: Falling contour
C
Starting angle (thread start is defined with respect to
rotationally nonsymmetrical contour elements)—(default: 0)