Radius cycle g87, Chamfer cycle g88, 21 simple t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 238
238
4.21 Simple T
u
rn
ing Cy
cles
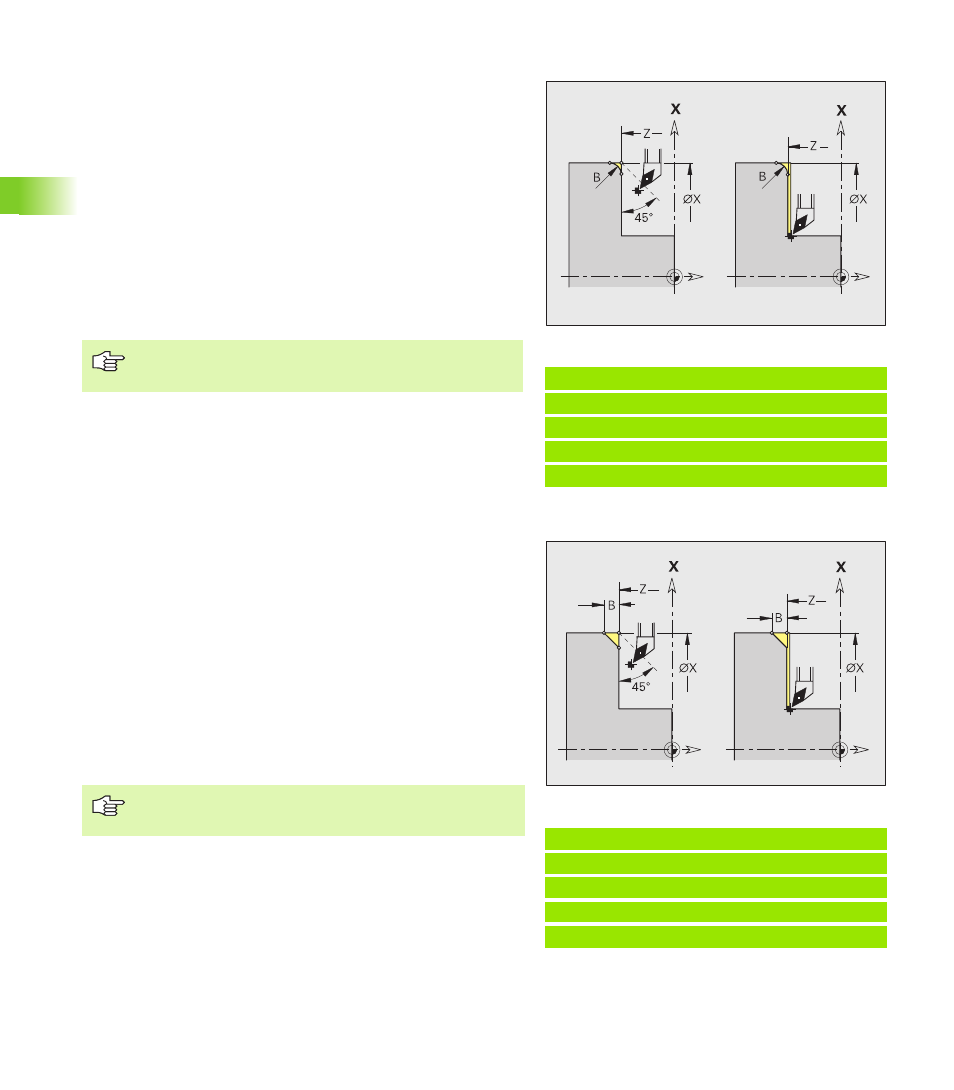
Radius cycle G87
G87 machines transition radii at orthogonal, paraxial inside and outside
corners. The direction is taken from the position/machining direction
of the tool.
A preceding longitudinal or transverse element is machined if the tool
is located at the X or Z coordinate of the corner before the cycle is
executed.
Chamfer cycle G88
G88 machines chamfers at orthogonal, paraxial outside corners. The
direction is taken from the position/machining direction of the tool.
A preceding longitudinal or transverse element is machined if the tool
is located at the X or Z coordinate of the corner before the cycle is
executed.
Example: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2
[radius]
Parameters
X
Corner point (diameter)
Z
Corner point
B
Radius
E
Reduced feed rate (default: active feed)
The tool radius compensation: is active.
Oversizes are not taken into account.
Example: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [chamfer]
Parameters
X
Corner point (diameter)
Z
Corner point
B
Chamfer width
E
Reduced feed rate (default: active feed)
The tool radius compensation: is active.
Oversizes are not taken into account.