Boring, countersinking g72, 23 dr illing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 248
248
4.23 Dr
illing Cy
cles
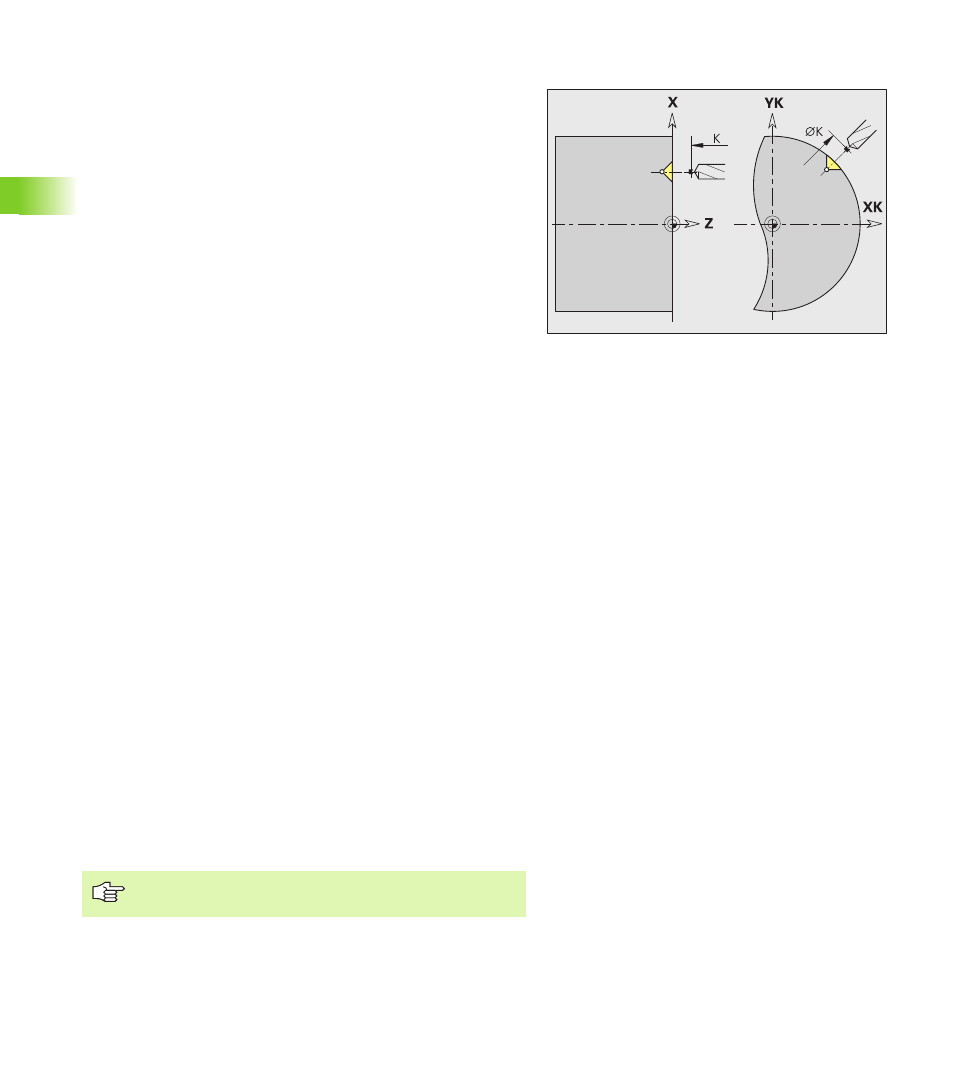
Boring, countersinking G72
G72 is used for holes with contour definition (individual hole or hole
pattern). Use G72 for the following axial and radial drilling functions
using driven or stationary tools:
Boring
Countersinking
Reaming
NC centering
Centering
Parameters
NS
Block number of contour. Reference to the contour of the
hole (G49-Geo, G300-Geo or G310-Geo)
E
Period of dwell for chip breaking at end of hole (in seconds)—
(default: 0)
D
Retraction speed (default: 0)
D=0: Rapid traverse
D=1: Feed rate
K
Retraction plane (radial holes, holes in the YZ plane:
diameter)—(default: to starting position or to safety clearance)
H1
As of software version 625 952-04:
Spindle brake (H1 is evaluated if the brake is entered in
machine parameter 1019, ..)—default: 0
0: Activate the spindle brake
1: Deactivate the spindle brake
Cycle run
1
Moves depending on K at rapid traverse to the starting point:
K not programmed: Moves up to the safety clearance
K programmed: Moves to the position K and then to the safety
clearance
2
Drills at reduced feed rate (50%).
3
Moves at feed rate to end of hole.
4
Retract depending on D at rapid traverse or feed rate.
5
Retraction position depends on K:
K not programmed: Retraction to the starting point
K programmed: Retraction to the position K
Hole pattern: NS refers to the hole contour, and not the
definition of the pattern.