Rechuck – 1st setup after 2nd setup, 13 pr epar ing a mac h ining pr ocess – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 486
486
6.13 Pr
epar
ing a Mac
h
ining Pr
ocess
Rechuck – 1st setup after 2nd setup
The “Rechuck – 1st setup after 2nd setup” function initiates the
machining operation for the second setup.
First define the chucking equipment. TURN PLUS then activates an
expert program from machining parameter 21. Which expert
program is activated depends on the spindle entries specified for “1st
setup ..” and “2nd setup ..” in the program head as well as on the
entry in “Machining sequence:”
Different spindles entered for 1st setup and 2nd setup (machine
with opposing spindle):
Main machining and submachining “Rechuck – Full-surface
machining:” Entry from “SP-UMKOMPL” (transfer to opposing
spindle)
Main machining and submachining “Parting – Full-surface
machining:” Entry from “SP-UMKOMPLA” (parting and transfer
to opposing spindle)
Same spindle entered for 1st setup and 2nd setup (full-surface
machining on machine with one spindle):
Main machining and submachining “Rechuck – Full-surface
machining:” Entry from “SP-UMHAND” (manual rechucking)
Main machining and submachining “Parting – Full-surface
machining:” Entry from “SP-ABHAND” (parting and manual
rechucking)
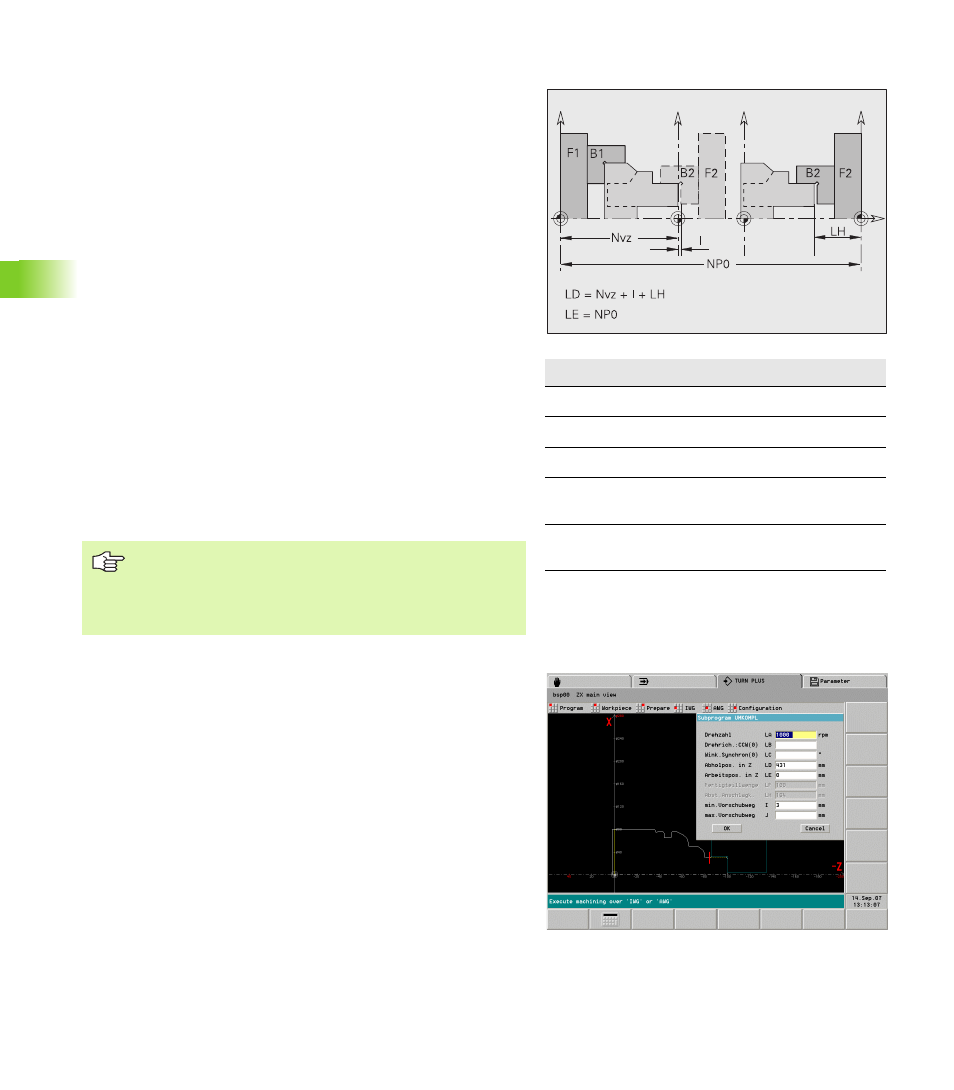
The illustration indicates the parameters that are relevant to
transferring the workpiece to the opposing spindle.
Expert program “UMKOMPL”
The expert program entered in SP-UMKOMPL (machining parameter
21) transfers the workpiece to the opposing spindle.
TURN PLUS enters the calculated parameters as proposed values.
Check, edit or enter the values.
Designations
F1/B1
Chuck/jaws, main spindle
F2/B2
Chuck/jaws, opposing spindle
Nvz
Zero point shift (G59, ...)
I
Safety clearance on blank part (machining
parameter 2)
NP0
Zero point offset (e.g.. MP 1164 for Z axis
$1)
The expert programs described on the following pages
serve as examples. Expert programs are provided by the
machine tool builder. Refer to the machine manual for the
meanings of the parameters and the sequence of the
program.
Parameters (example)
LA
Spindle speed for workpiece transfer
LB
Direction of spindle rotation
0: CCW
1: CW
LC
Speed or angle synchronization
0: Angle synchronization without angle offset
>0: Angle synchronization with predefined angle offset
<0: Spindle speed synchronization