Handwheel, Spindle and manual direction keys, 2 manual contr o l mode – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 65
HEIDENHAIN CNC PILOT 4290
65
3.2 Manual Contr
o
l Mode
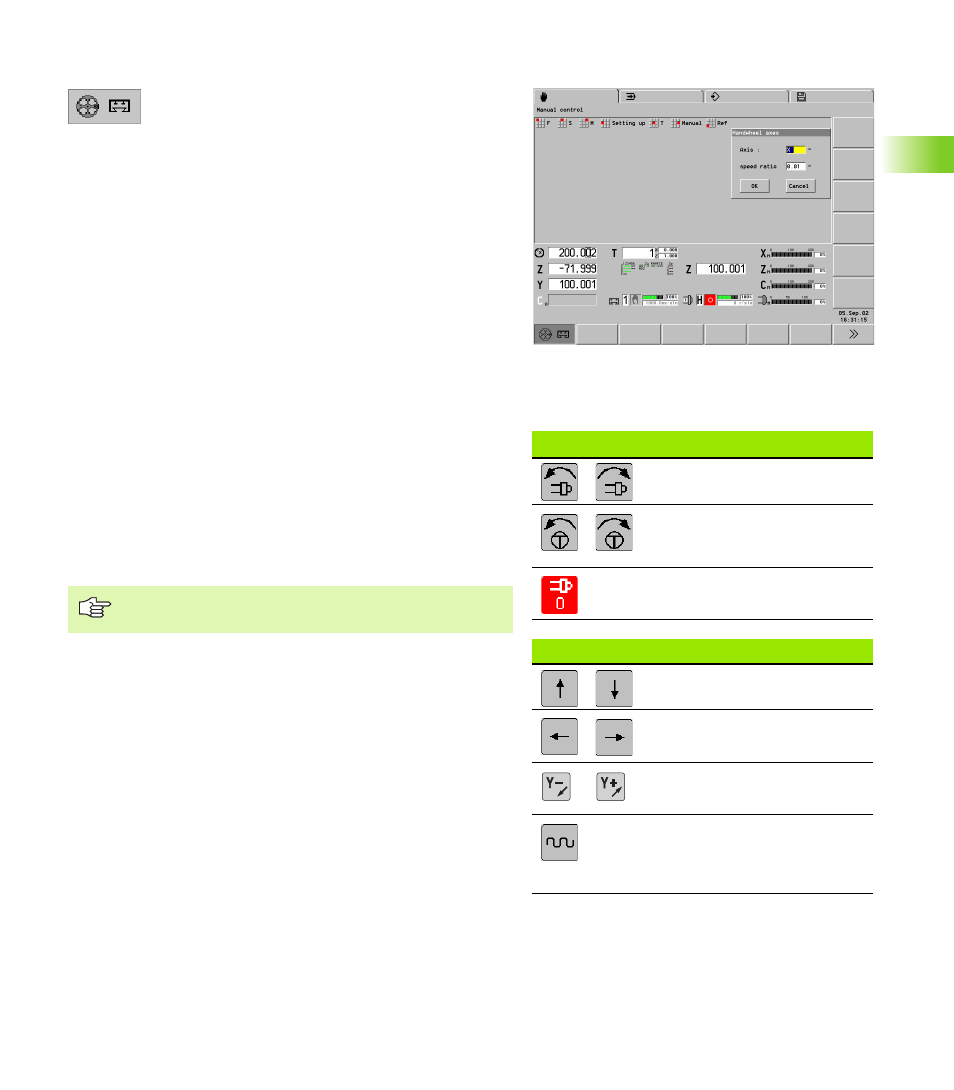
Handwheel
U
Assign the handwheel to a principal axis or C axis
(“Handwheel axes” dialog box
U
Define the feed rate or angle of rotation per
handwheel increment (“Handwheel axes” dialog
box).
U
The cancel the handwheel assignment, press the
“Handwheel” soft key with opened dialog box.
The handwheel assignment and speed ratio are shown in the machine
display (the axis letter and the decimal place of the handwheel
traverse ratio are marked).
The handwheel assignment is canceled by:
Switching the slides
Switching the operating modes
Pressing a manual direction key
Spindle and manual direction keys
The machine operating keys are used for machining under manual
control and for special functions such as finding positions or
compensation values (Teach-in, scratching, etc.).
The tool is activated and the spindle speed and feed rate defined first.
You define the following parameters by MP:
MP 805, 855, ...: Spindle speed during jog
MP 204, MP 254, ...rapid traverse velocity
Spindle keys
Switch the spindle on in M3/M4
direction.
The spindle rotate in M3/M4
direction as long as the key is
pressed (spindle jog)
Spindle STOP
Manual direction keys (jog keys)
Move slide in X direction
Move slide in Z direction
Move slide in Y direction.
To move the slide in rapid
traverse, simultaneously press
the rapid traverse key and the
axis direction key
To move the slide diagonally, press the X and Z axis
direction keys simultaneously.