Pocket milling, finishing g846, 27 milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 276
276
4.27 Milling Cy
cles
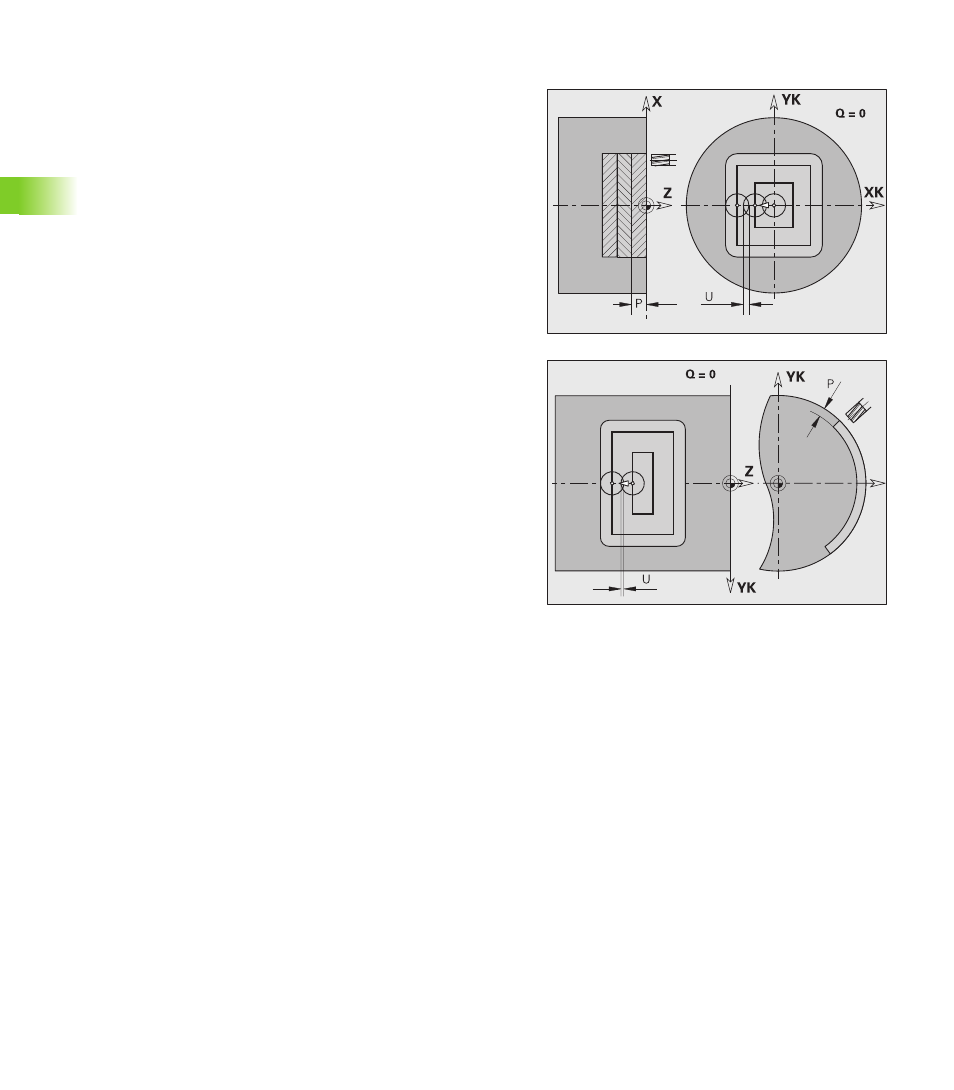
Pocket milling, finishing G846
You can change the milling direction with the cutting direction H, the
machining direction Q and the direction of tool rotation (see following
table).
Machining parameters – finishing
NS
Block number – reference to contour description
P
(Maximum) milling depth (infeed in the working plane)
R
Radius of approaching/departing arc (default: 0)
R=0: Contour element is approached directly. Feed to the
starting point above the milling plane, then vertical plunge.
R>0: Tool moves on approaching/departing arc that
connects tangentially to the contour element.
U
(Minimum) overlap factor. Defines the overlap of milling paths
(default: 0.5).
Overlap = U*milling diameter
H
Cutting direction (default: 0)
H=0: Up-cut milling
H=1: Climb milling
F
Approach feed for infeed (default: active feed rate)
E
Reduced feed rate for circular elements (default: current feed
rate)
J
Retraction plane (default: back to starting position)
Front or rear face: Retraction position in Z direction
Lateral surface: Retraction position in X direction (diameter)
Q
Machining direction (default: 0)
Q=0: From the inside toward the outside
Q=1: From the outside toward the inside
O
Plunging behavior (default: 0)
O=0 – plunge vertically: The cycle moves the tool to the
starting point; the tool plunges and finishes the pocket.
Q=1 – Approaching arc with depth feed: When machining
the upper milling planes, the tool advances to the milling
plane and then approaches on an arc. When machining the
bottom milling plane, the tool plunges to the milling depth
while moving on the approaching arc (three-dimensional
approaching arc). You can use this approach behavior only
in conjunction with an approaching arc “R” and when
machining from the outside toward the inside (Q=1).