Contour section, Blank section, Finished part section – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 143
HEIDENHAIN CNC PILOT 4290
143
4.4 Pr
ogr
am Section Code
CONTOUR section
The CONTOUR program section assigns the following workpiece
blank and finished part description to the contour “number x.” The
control manages up to four contours (workpieces) in one NC program.
A G99 in the machining section assigns the contour to a slide or
spindle.
BLANK section
In the BLANK section you describe the contour of the workpiece
blank.
FINISHED PART section
In the FINISHED PART section you describe the contour of the
finished part. Within the FINISHED PART section you use additional
codes such as FRONT, SURFACE, etc.
Example: Contour and G99
PROGRAMMKOPF [PROGRAM HEAD]
...
CONTOUR Q1 X0 Z600
[contour 1]
ROHTEIL [WORKPIECE BLANK]
...
FERTIGTEIL [FINISHED PART]
. . .
CONTOUR Q2 X0 Z900 V2
[contour 2]
ROHTEIL [WORKPIECE BLANK]
. . .
FERTIGTEIL [FINISHED PART]
. . .
BEARBEITUNG [MACHINING]
. . .
N.. G99 Q2 D4
. . .
Q=1..4
V=2
V=0
X
Z
X
Q
Z
X
Z
X
Q
Z
Parameters
Q
Number of the contour (1 to 4)
X
Zero point shift (diameter value)
Z
Datum shift
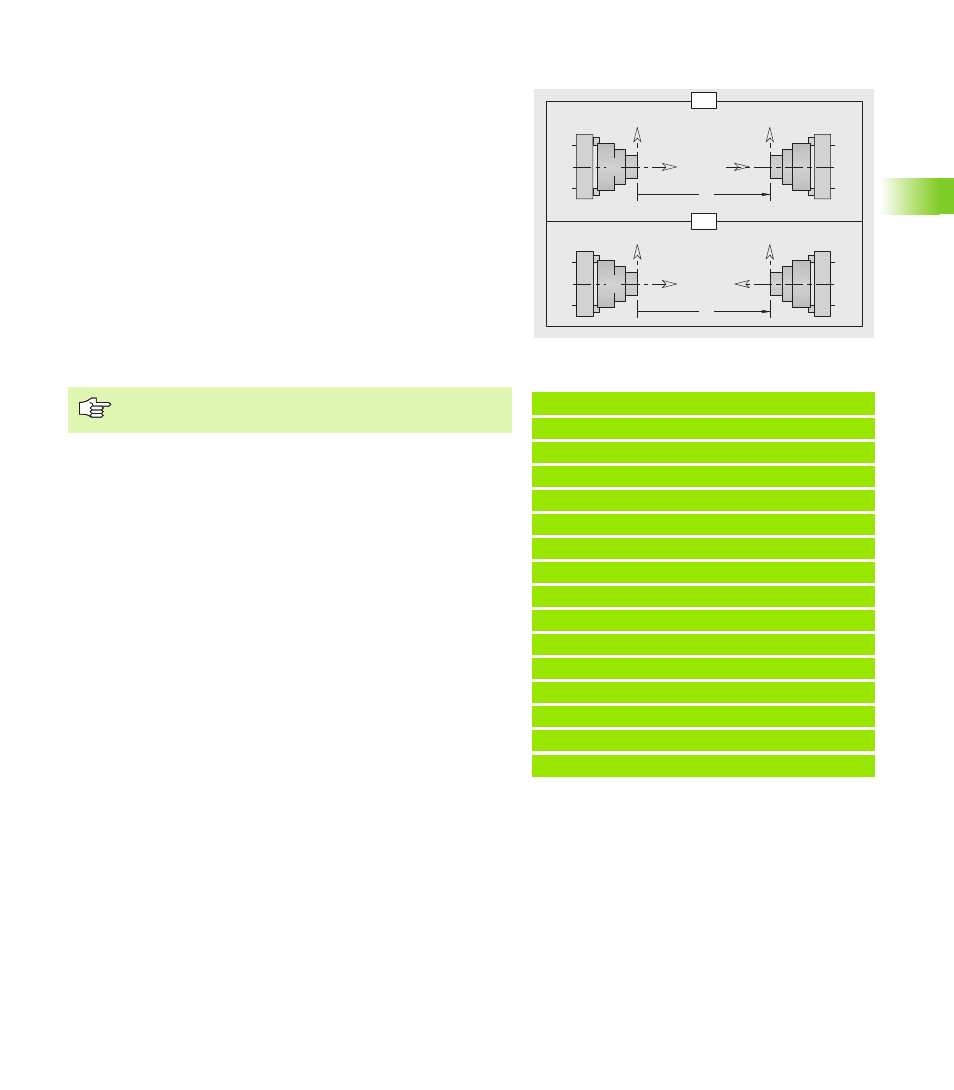
V
Position of the coordinate system
V=0: The coordinate system applies
V=2: Mirrored machine coordinate system (Z direction
always away from the spindle)
If a workpiece is machined in the NC program the
CONTOUR section and G99 are not required.