Roughing contour-parallel (g830) – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 502
502
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
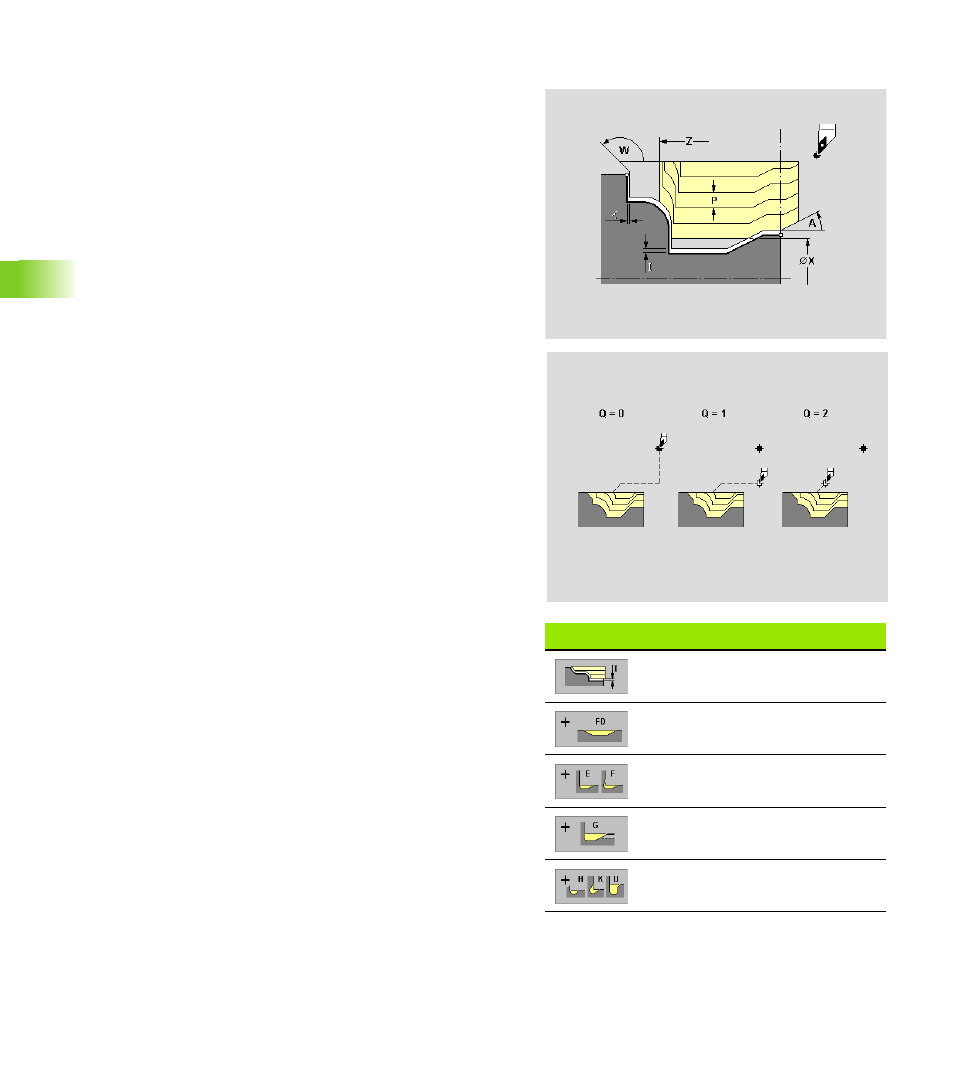
Roughing contour-parallel (G830)
The IWG generates the cycle G830 for the selected contour area.
“Roughing” soft keys
Longitudinal/constant oversize
FD relief turn machining
E and F undercut machining
G undercut machining
H, K and U undercut machining
Parameters
P
Cutting depth (maximum infeed)
A
Approach angle – reference: Z axis (default 0°/180°)
W
Departure angle – reference: Z axis (default 90°/270°)
X
Cutting limit
Z
Cutting limit
I
Depending on the soft-key setting:
Longitudinal oversize
Constant oversize (generates “Oversize G58” before the
cycle)
K
Transverse oversize
Plunge-cutting (machine descending contours)?
Yes
No
E
Reduced plunging feed rate with descending contours
Q
Type of retraction at end of cycle
Q=0: Returns to starting point (first Z, then X direction)
Q=1: Positions in front of the finished contour
Q=2: Retracts to safety clearance and stops
Undercut machining. The setting is made by soft key.