Zero point shift g51, Parameter-dependent zero offset g53, g54, g55 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 199
HEIDENHAIN CNC PILOT 4290
199
4.16 Zer
o
P
o
int Shif
ts
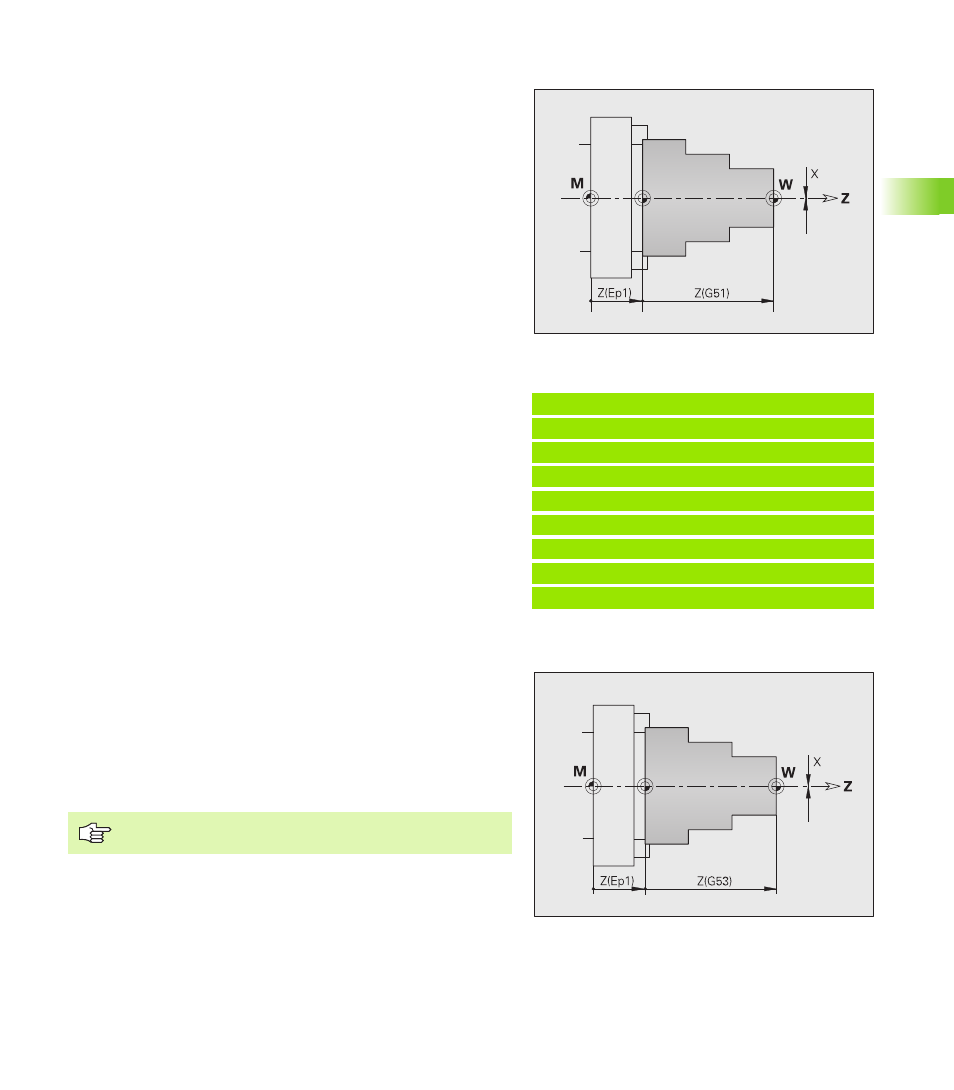
Zero point shift G51
G51 shifts the workpiece zero point by Z (or X). The shift is referenced
to the workpiece zero point defined in setup mode.
Even if you shift the zero point several times with G51, it is always
referenced to the workpiece zero point defined in setup mode.
The zero point shift is valid until program end, or until it is canceled by
other zero point shifts.
Parameter-dependent zero offset G53, G54, G55
G53 to G55 shifts the workpiece zero point by the value defined in the
setup parameters 3, 4, 5. The shift is referenced to the workpiece zero
point defined in setup mode.
Even if you program G53, G54, G55 more than once, the reference
point remains the workpiece zero point defined in setup mode.
The zero point shift is valid until program end or until it is canceled by
other zero point shifts.
Parameters
X
Shift (radius)
Z
Shift
Example: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28
[zero point shift]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56
[zero point shift]
. . .
A shift in X is entered as a radius.